Než se začne svařovat potrubí
Loupací přístroje pro správnou přípravu trubek před elektrosvařováním.
 zveřejněno: 7. 3. 2023
zveřejněno: 7. 3. 2023
Průběžně vás seznamujeme s elektrosvařováním trubek. Odborné články vznikají ve spolupráci se společností Aliaxis. Dnes se budeme věnovat přípravě PE trubek, protože správná příprava před jejich svařováním, je zásadní podmínkou nejen pro úspěšné svaření, ale i následnou těsnost a pevnost spoje.
Příprava polyetylenového potrubí před samotným svařováním je stejně důležitá, jako správné určení základních parametrů celého svařovacího procesu (teplota, čas a tlak). Tyto parametry již v dnešní době dokážou nastavit moderní svařovací automaty samy po zadání vstupních údajů o svařovaných komponentech a to jak u svařování elektrotvarovkami, tak i u svařování metodou na tupo. Velká část svařování je tedy již prováděna strojem, který dokáže eliminovat mnoho možných chyb. Odstranění degradované vrstvy při elektrofúzním svařování je ale stále jednou z činností, kterou montážní technik provádí ručně sám a určuje tím tak výslednou kvalitu celého svaru. Vhodné loupací přístroje mohou celou tuto činnost výrazně zjednodušit a urychlit, což má vliv nejen na kvalitu a životnost spoje, ale také na ekonomickou efektivitu celé montáže.
Trubku je nutné nejprve očistit a poté oloupáním odstranit degradovanou vrstvu potrubí. Takto je to uvedené v montážních návodech všech výrobců elektrotvarovek.
Jak vlastně k degradaci povrchové vrstvy PE trubek a tvarovek dochází?
Vystavení polyetylenových trub ultrafialovému záření způsobuje významnou degradaci nejen tohoto, ale vlastně všech plastových materiálů. UV záření způsobuje fotooxidační degradaci, což se projevuje zhoršení mechanických vlastností (křehkost a nižší pružnost) a hlavně omezuje molekulární difúzi při svařování. Výsledkem nedokonalé difúze molekul je spoj s velmi nízkou kvalitou, krátkou životností a vysokým rizikem nehomogenity. Následkem může být únik média skrz takovýto spoj.
Z toho pohledu jsou obzvláště důležité 3 faktory, které mají na kvalitu spoje zásadní vliv: přidání vhodných stabilizátorů do materiálu během výroby, podmínky skladování hotových výrobků a také odstranění degradované vrstvy před samotným svařením. Moderní polyetylen již obsahuje stabilizační přísady jako např. technický uhlík (aktivní saze), starší plasty je však obsahovat nemusí a hrozí jim větší riziko degradace.
Ultrafialové záření tvoří cca 10 % slunečního záření. Snižování vystavení polyetylenu slunečnímu záření správným skladováním může zabránit fotooxidaci. Skladovat PE tvarovky je nutné v uzavřených prostorách nebo obalech (karton, krabice) s vyloučením působení slunečního svitu a dalších klimatických vlivů. Materiál za těchto podmínek nedegraduje a jeho použitelnost je až 10 let. Neporovnatelně obtížnější je však skladování PE trubek. Také PE trubky by měly být skladovány v prostorách bez vlivu UV záření. V praxi je však spíše běžné skladování na venkovní ploše, kde jsou PE trubky vystavené vlivu působení UVB záření a tím pádem dochází k degradaci materiálu. Pozor, ve venkovním prostředí dochází k působení vlivu UVB záření také na tvarovky a dochází ke stejné degradaci materiálu jako u trubek!
Z uvedených důvodů je tedy bezpodmínečně nutné pro správný průběh a výsledek svařování degradovanou vrstvu z PE trubek a tvarovek odstranit! Při elektrofúzním svařování se odstranění degradované vrstvy provádí pomocí rotačních loupacích přístrojů. Loupací přístroj zajistí správné a stejnoměrné odstranění špony po celém obvodu trubky a to díky pružně uloženému loupacímu noži s automatickým posuvem. Pro loupání trubek nedoporučujeme používat ruční škrabky, které nezaručí rovnoměrné odstranění a správnou tloušťku degradované vrstvy. Při svařování metodou na tupo se degradovaný povrch odstraňuje elektrickým hoblíkem při zarovnávání ploch pro svařování.
Nadměrné oloupání může na druhou stranu vést k velké kruhové mezeře mezi trubkou a tvarovkou, která se při následném svařování ne zcela nebo nedostatečně uzavře. Naprosto nedostatečné je obrušování nebo opracování skelným papírem, který pouze způsobí zhrubnutí povrchu trubky, ale neodstraní správnou tloušťku degradované vrstvy. Obecně se doporučuje provést svařování bezprostředně po oloupání / odstranění degradované vrstvy. Doporučujeme provést samotné svaření do 3 hodin od odstranění degradované vrstvy.
Loupacích přístrojů je mnoho typů a dělí se dle účelu použití a také dle dimenze potrubí, pro které jsou určené. V nabídce máme přístroje určené pro loupání konců trubek a tvarovek, pro sedlové tvarovky a také pro loupání pomocí aku vrtačky a to s použitím těchto přístrojů na potrubí o průměru d 20 - d 1200 mm. Všechny loupací přístroje mají robustní konstrukci a přitom snadné ovládání. Jsou vhodné na odstranění degradované vrstvy z potrubí vyrobeného z materiálu PE-HD (vysokohustotní polyetylen) a PE-Xa (síťovaný polyetylen – typ a).
Loupací přístroje na konce trubek a tvarovek – ruční použití
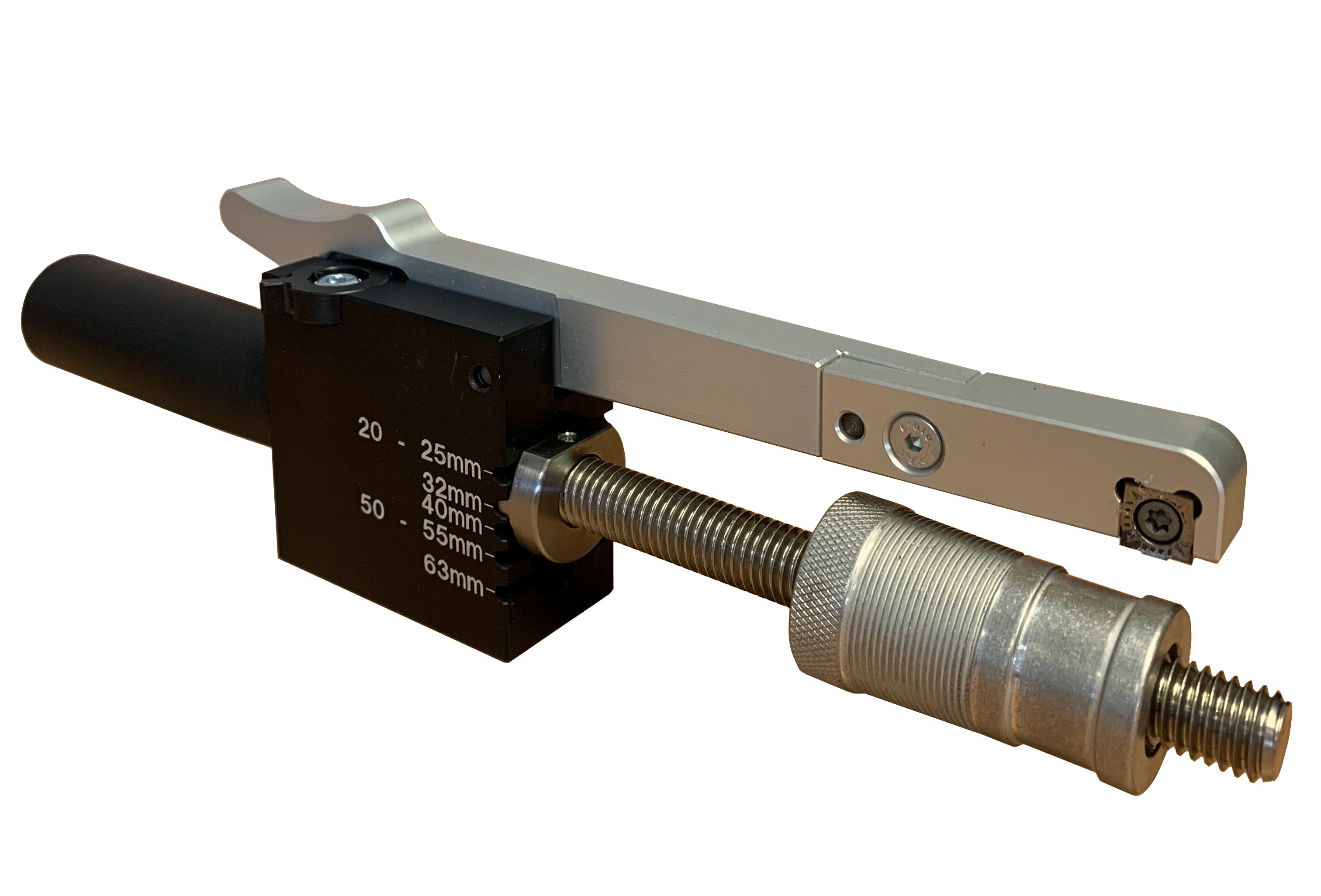
Loupací přístroje FWSG německého výrobce Aliaxis Deutschland (dříve FRIATEC) jsou vyrobené tak, aby se při loupání automaticky přizpůsobily případné ovalitě trubky nebo lokálnímu zploštění, které může být způsobeno například nevhodným skladováním nebo nesprávnou přepravou trubek. Špona je odebírána stejnoměrně po celém obvodu trubky a to díky pružně uloženému loupacímu noži s automatickým posuvem. Nůž je vyroben ze slinutého karbidu a je tak zaručena jeho dlouhá životnost. Hlavní výhodou těchto loupacích přístrojů je snadná manipulace a dosažení optimálního výsledku bez nutnosti vyvíjet velkou sílu. Další předností těchto přístrojů je aretační tlačítko, které umožňuje okamžité nastavení délky loupané zóny na trubce. Každý model z této řady je určen svým použitím pro více dimenzí.
Sedlové loupací přístroje FWSG SE od společnosti Aliaxis Deutschland se používají pro opracování povrchu potrubí, na které bude instalována sedlová tvarovka. Jejich specifikem a hlavní výhodou je složitelná konstrukce s upínacím mechanismem, která umožňuje instalaci loupacího přístroje na jakémkoliv místě na trubce (i uprostřed) a to i na potrubí, které je již ve výkopu a s médiem pod provozním tlakem. Tyto přístroje jsou také určeny vždy jen na jednu konkrétní dimenzi a jsou dodávány pro průměry trubek od d 63 do d 315 mm.
Loupací přístroje na konce trubek a tvarovek – použití s aku vrtačkou
Loupací přístroje PMM jsou taktéž výrobkem společnosti Hy-Ram a jsou určeny především pro trubky menších průměrů a tvarovky domovních přípojek (například odboček navrtávacích T-kusů). Hlavní předností těchto loupacích přístrojů je možnost jejich použití s aku vrtačkou, která celý proces opracování trubky značně zjednoduší a urychlí. V nouzovém případě je možné použít je i ručně. Tyto přístroje jsou určeny vždy na jednu konkrétní dimenzi a jsou dodávány pro průměry trubek od d 20 do d 63 mm.